Dennis Somers
Well-Known Member
- Joined
- Oct 20, 2011
- Messages
- 170
Guys, Terry has said several times that his roller will be one piece with integral stub shafts; no hole, no shaft, no pressing.




Terry, it is true that the highest stress for a flywheel with a hole in the middle is the bore. I know this very well from compressor wheel and turbine wheel designs in turbochargers. In an ideal world you would machine your flywheel with stub shafts integral, but that's not the easiest solution. You want to avoid additional stress risers on that bore like a high interference fit between the shaft and flywheel. A light interference fit would ideal to have the best compromise of stress versus possible balance migration.
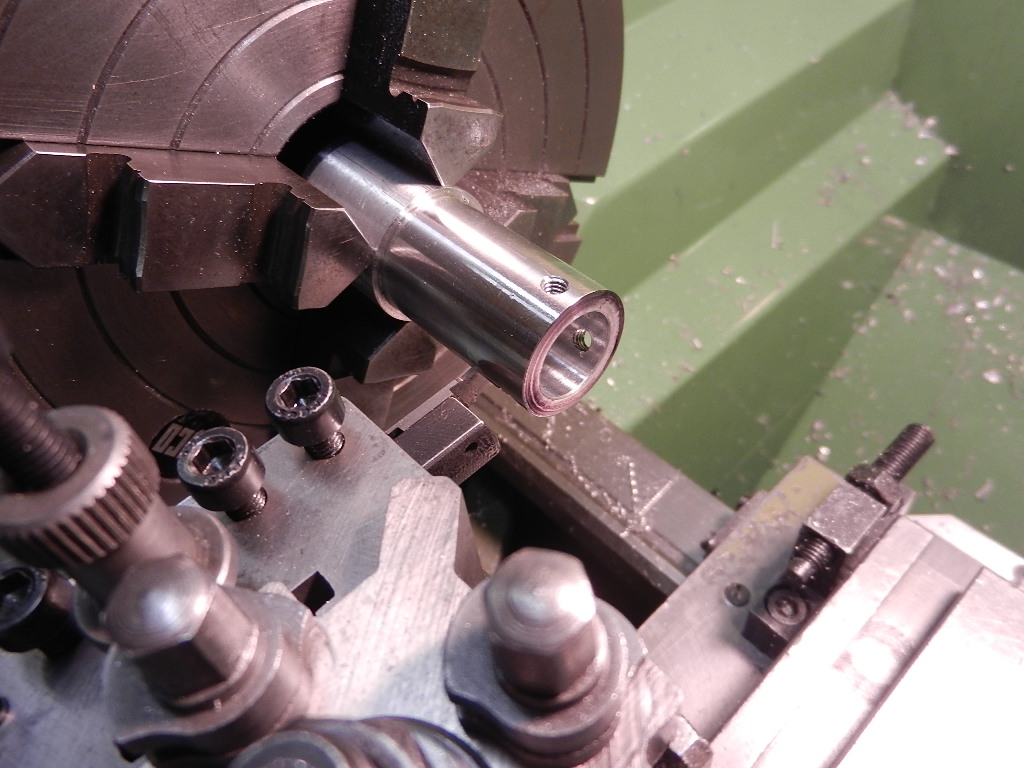
Oh yea, chips are flying. Working it!!!!!!!⚙Here's another "dirty" picture just for Ray, lol!
 🕶
🕶"I plan to rough turn it with a 4 jaw and finish it between dead centers, my "consigliere" says that's the most accurate way to go plus the best way to be able to trim it and maintain accuracy later if needed"
If the centers were "LAPPED" into "hardened material", this would certainly be doable. It is the same technique which is used on any OD, ID grinder when making the same diameters on different shafts of the same length. Accuracy can be held to + or - .00005", providing the centers are "LAPPED"!
Any machining between lathe centers should only be done after the centers have been checked for alignment. The four jaw chuck should also be checked for alignment to the lathes center line not only at the chuck, but at some distance from the chuck.
Maybe one of the problems when discussing things such as a "light press fit" or a "slip fit", no dimensions have been given for the shaft size compared to the hole size. If the shaft size was 1.000", + or - .00005", what should the hole size be for a "slip fit"? What should be the hole size for a light "press fit"? Should the hole be machined or ground? Lots of things to consider here.
Jim Allen
Note: I had a very well known M.E. ( Henry Nelson) check Lohrings numbers. They are correct & this could be one of the reasons that the inertia dyno he used functioned without any problems!


Thanks Jim, I'll check into lapping the centers.
I think my 4 jaw is pretty good, I took a skim cut off the plate before mounting the chuck and then took another skim off the OD. The jaws are out slightly tho as this showed up when reground the spindle for my mill, I had to jank around to get the far end running true with the end near the chuck. But as mentioned I'll only be using it to do the roughing, I'll final turn it between the centers.
Just to be clear, I'm not questioning Lohring's figures whatsoever! I'm just trying to find out why they're higher than what I've come up with. I think it might be because he used a separate shaft.
Again, I'm going to turn the stub shafts on each end right into the wheel so it's all one piece.


Beautiful work Terry. After everything is assembled & lined up, consider the use of 1/4 " dowel pins as master locators. All the parts on my test stands were fastened with countersunk SHCS & 1/4" dowel pins. Doing this makes assembly after disassembly a piece of cake!
Jim Allen
What Jim said. Dowels are your friends.





Hey Terry, in the case that the plastic blades do not hold up Schubeler has very nice balanced carbon reinforced plastic fan assemblies.
They attached via a collet to the 8mm motor shaft and run very true. This one has been run up to 45kRPM.
View attachment 279914View attachment 279915View attachment 279916
This was a test on 6S before running to 10S.
Hey Terry, in the case that the plastic blades do not hold up Schubeler has very nice balanced carbon reinforced plastic fan assemblies.
They attached via a collet to the 8mm motor shaft and run very true. This one has been run up to 45kRPM.
View attachment 279914View attachment 279915View attachment 279916
This was a test on 6S before running to 10S.
Jim, I purchased mine from ICARE-RC up in Canada. Etienne the owner has been great to deal with.
http://www.icare-icarus.com/Schuebeler-Jets_c_160.html
































