- Joined
- May 10, 2010
- Messages
- 3,006
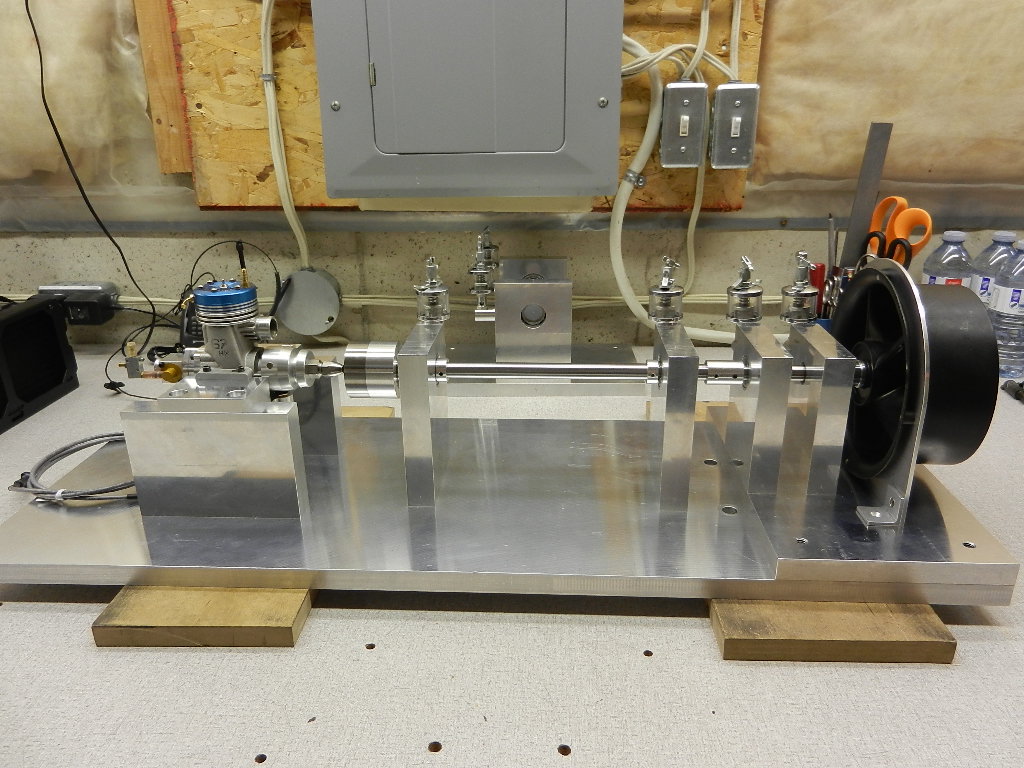
Nice Jim!Brad



Think i'm gonna use and "eddy current brake" to slow the wheel after a run:
https://en.wikipedia.org/wiki/Eddy_current_brake
Terry
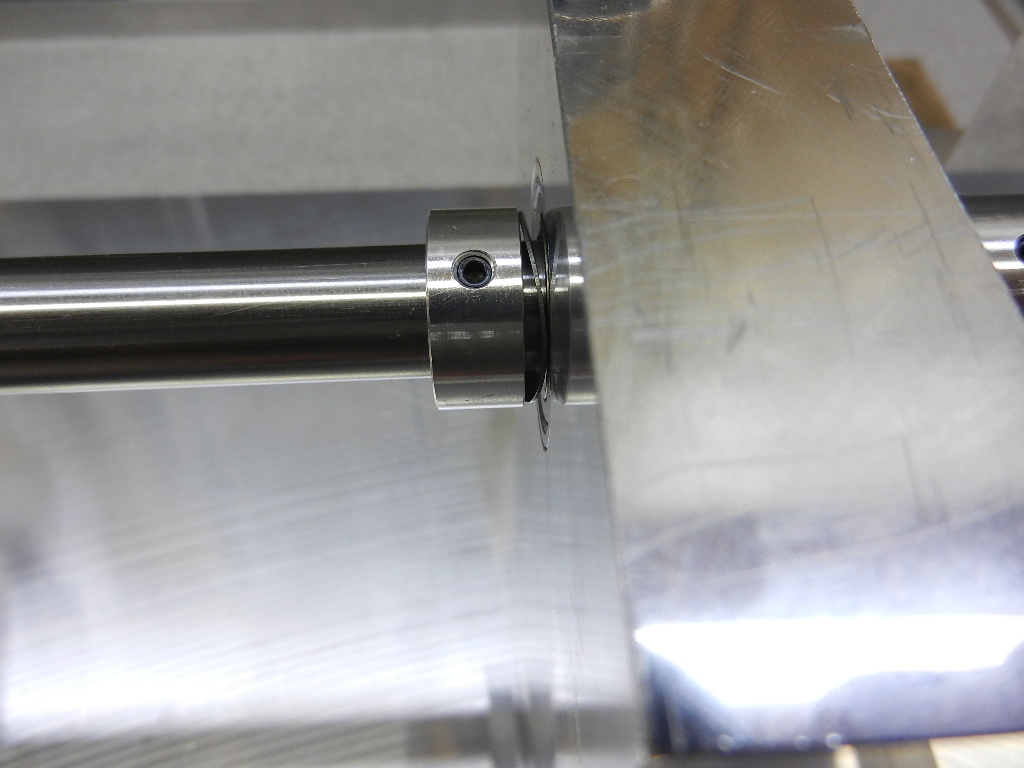
Looks great and the maching work is beautiful.Not bad for a pilot.LOL






I built a little eddy current dyno that I never used. I used dead hard drive disks and magnets. It was going to be used for electric motors and maybe small nitro engines.
Lohring Miller
View attachment 279962View attachment 279963View attachment 279964View attachment 279965








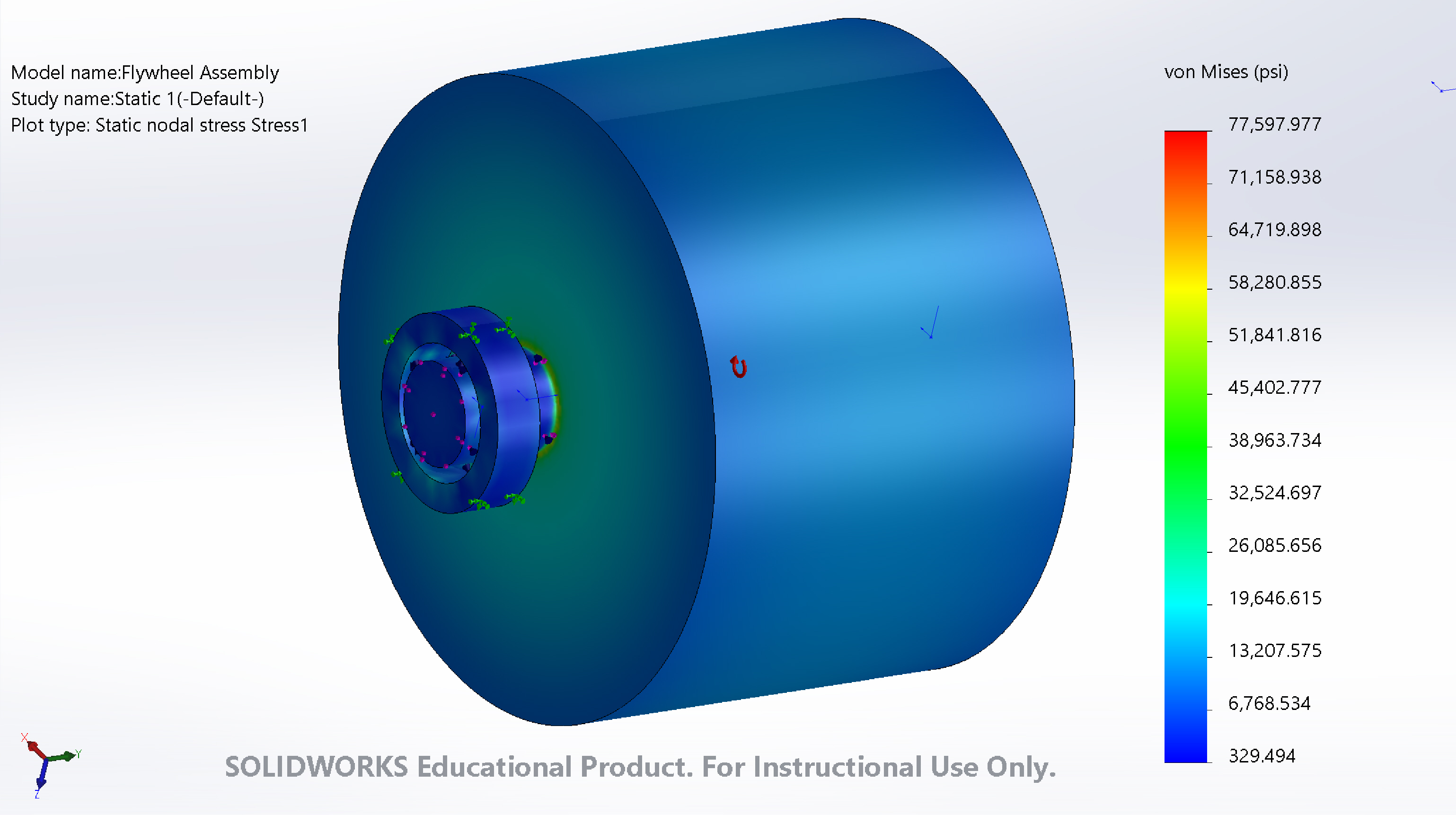
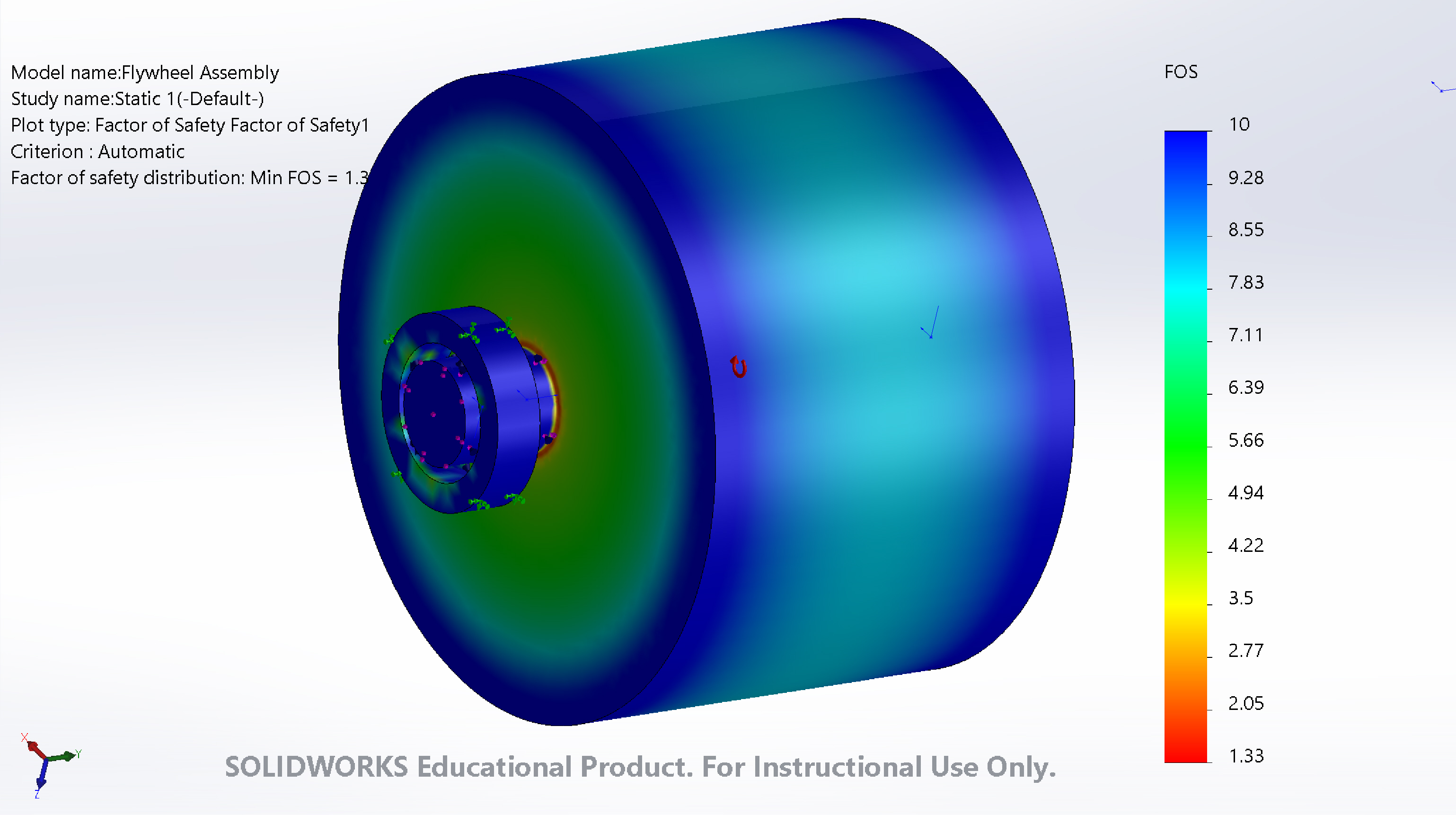
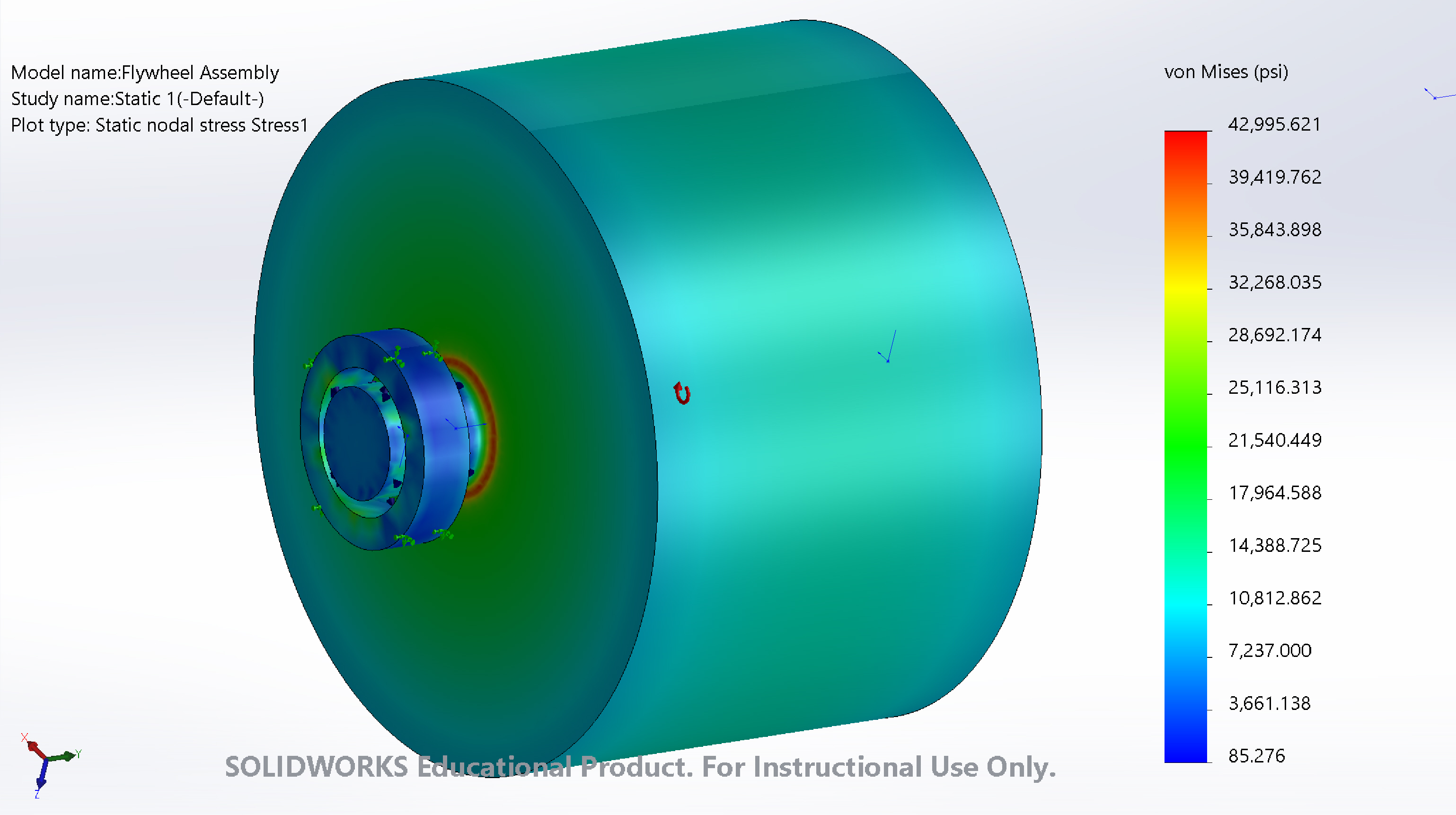
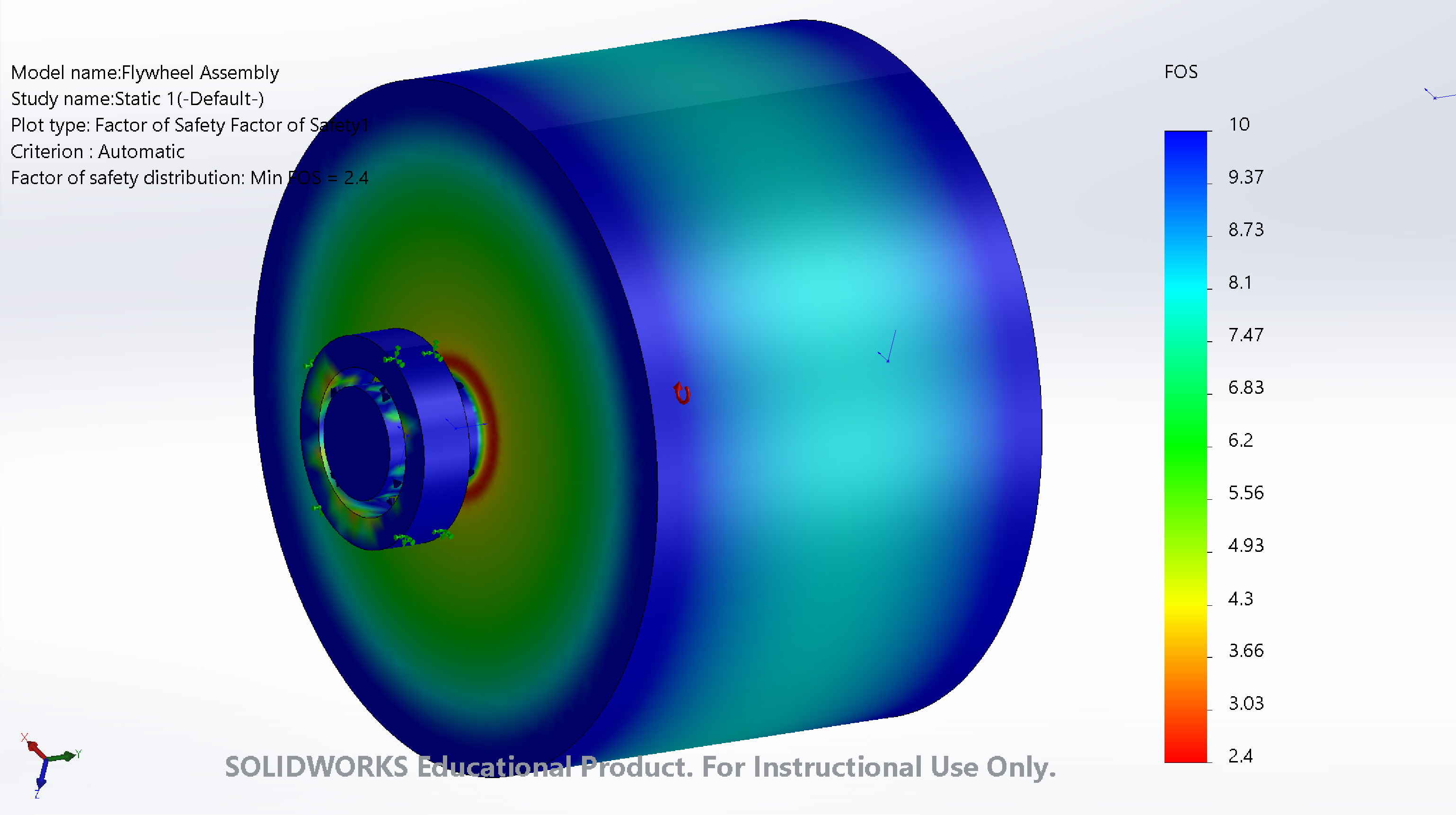
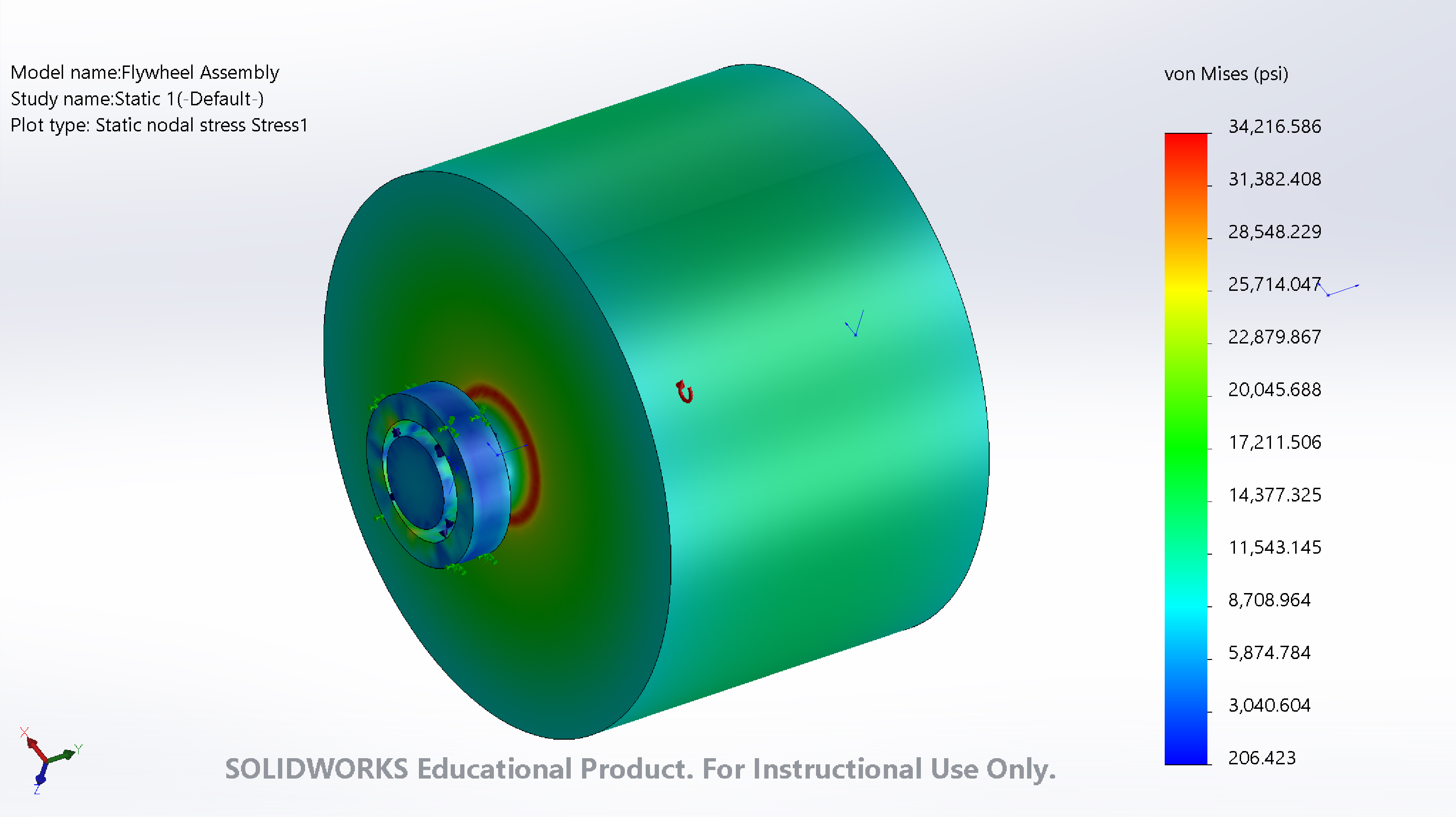
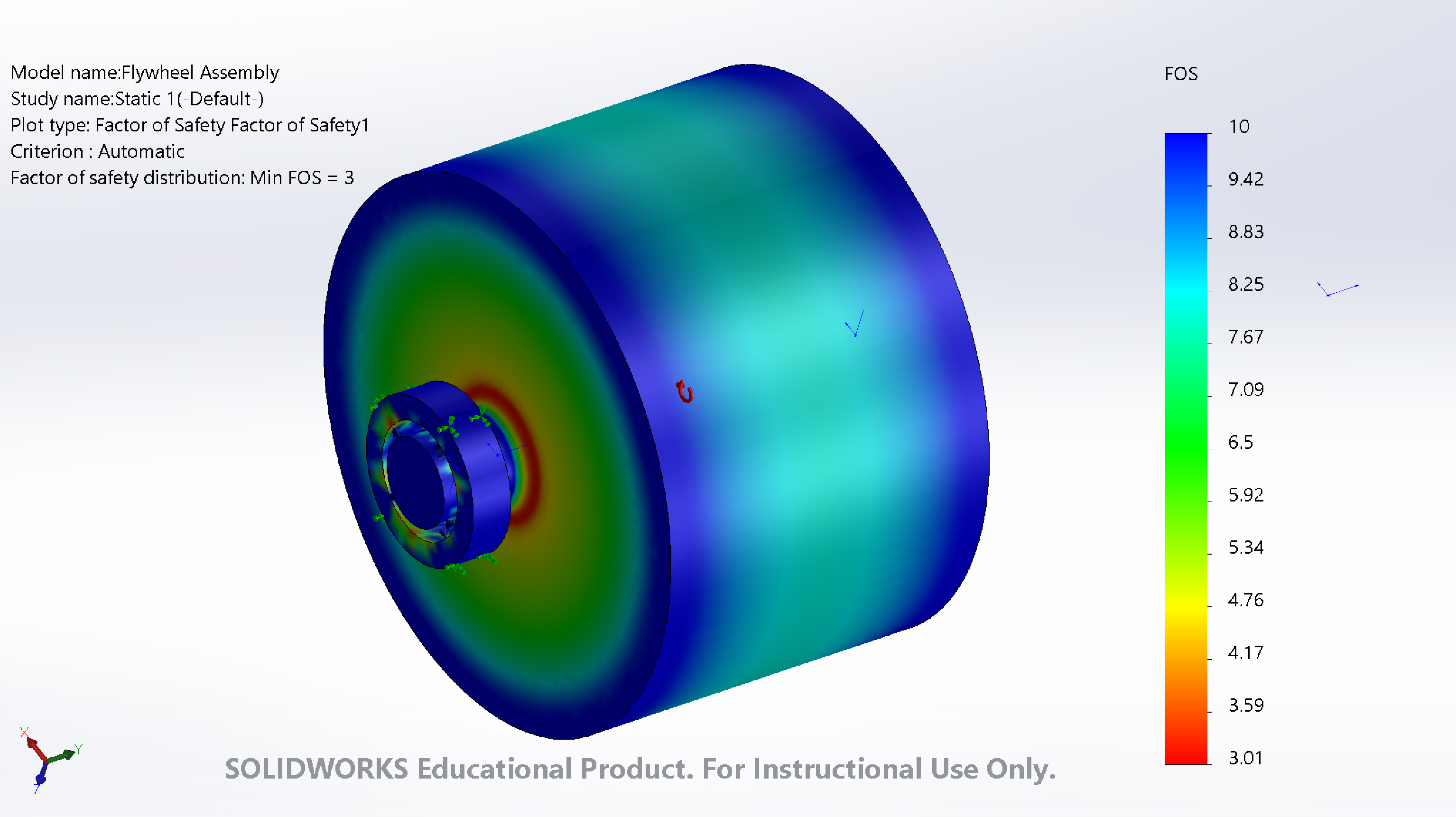
Some real world engineering practice for the senior ME student.
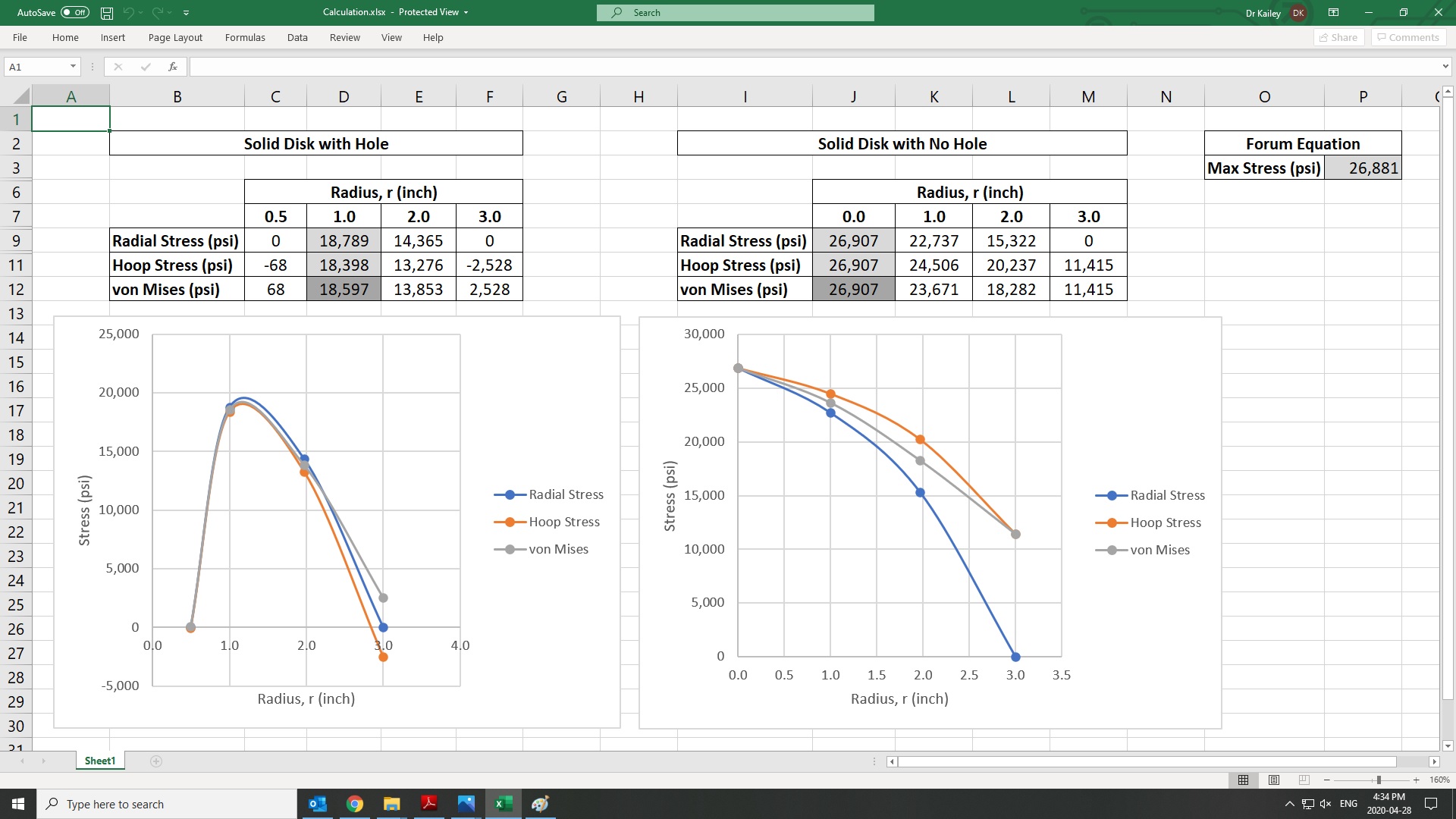
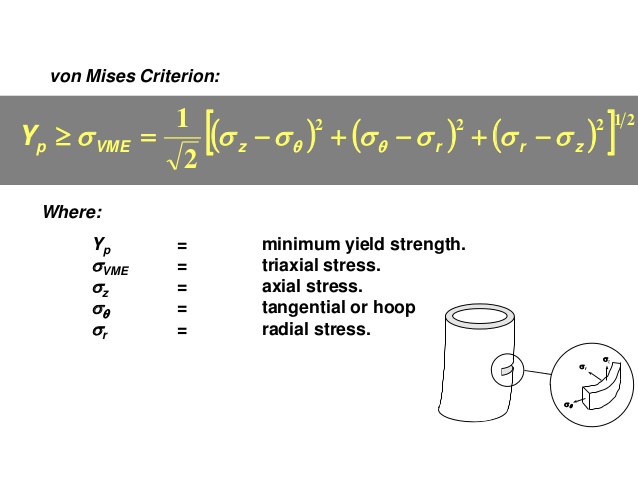
Have her run the time to accelerate between the start and end rpm. My simplistic assumptions assumed constant torque over the rpm range with an engine BMEP of 100 psi. That gives times that are a little shorter than the actual case. That BMEP is also probably a little high for many model engines. I would be glad to send my spreadsheet.
Lohring Miller