BobHorowitz
Well-Known Member
- Joined
- Jul 29, 2015
- Messages
- 332
Terry,
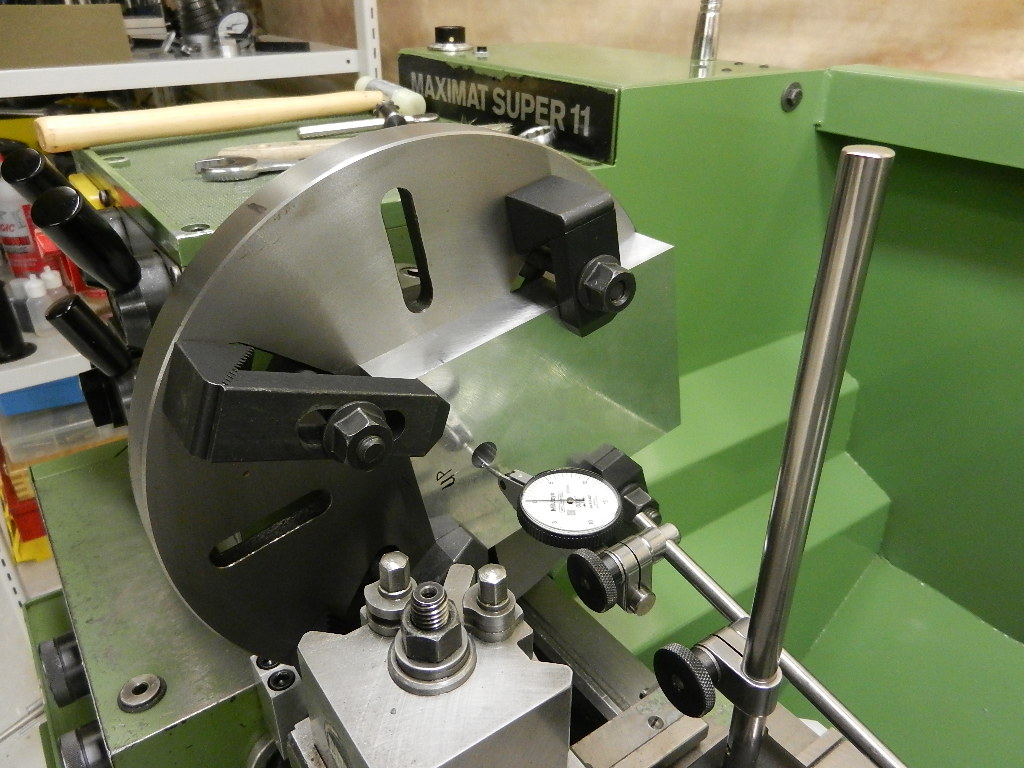
What tool post is that on your lathe? Never seen one like that.
Bob
What tool post is that on your lathe? Never seen one like that.
Bob



Terry,
What tool post is that on your lathe? Never seen one like that.
Bob
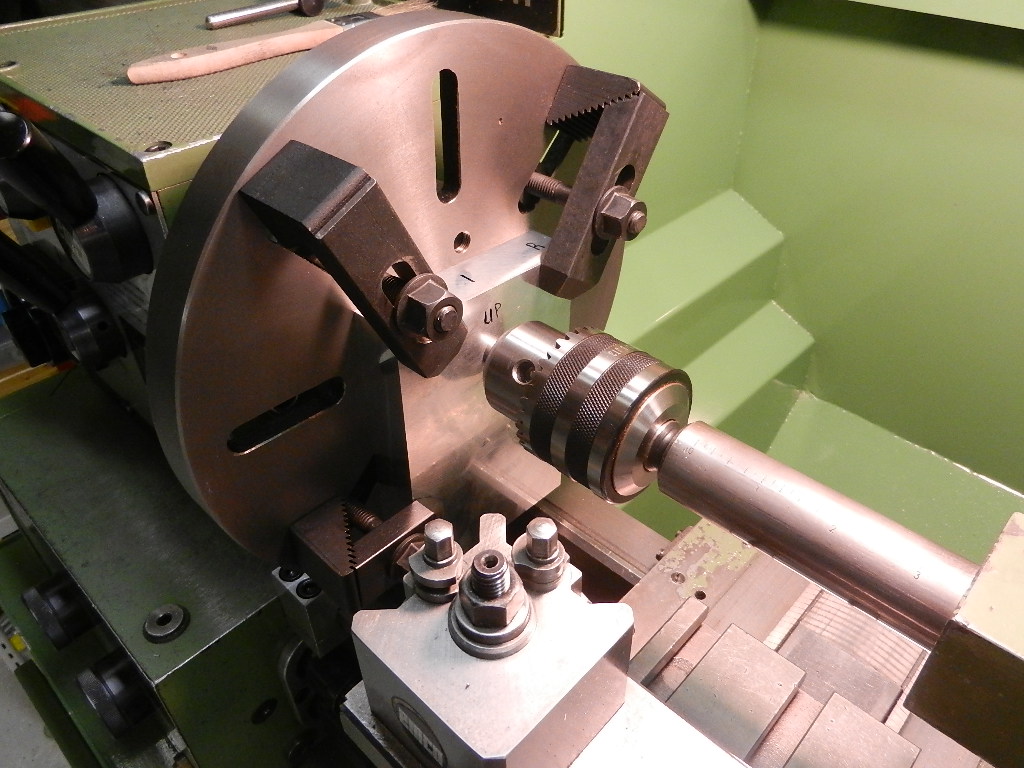
Following along this project, very cool. but how did you cut the keyway in the inner bearing race?
")



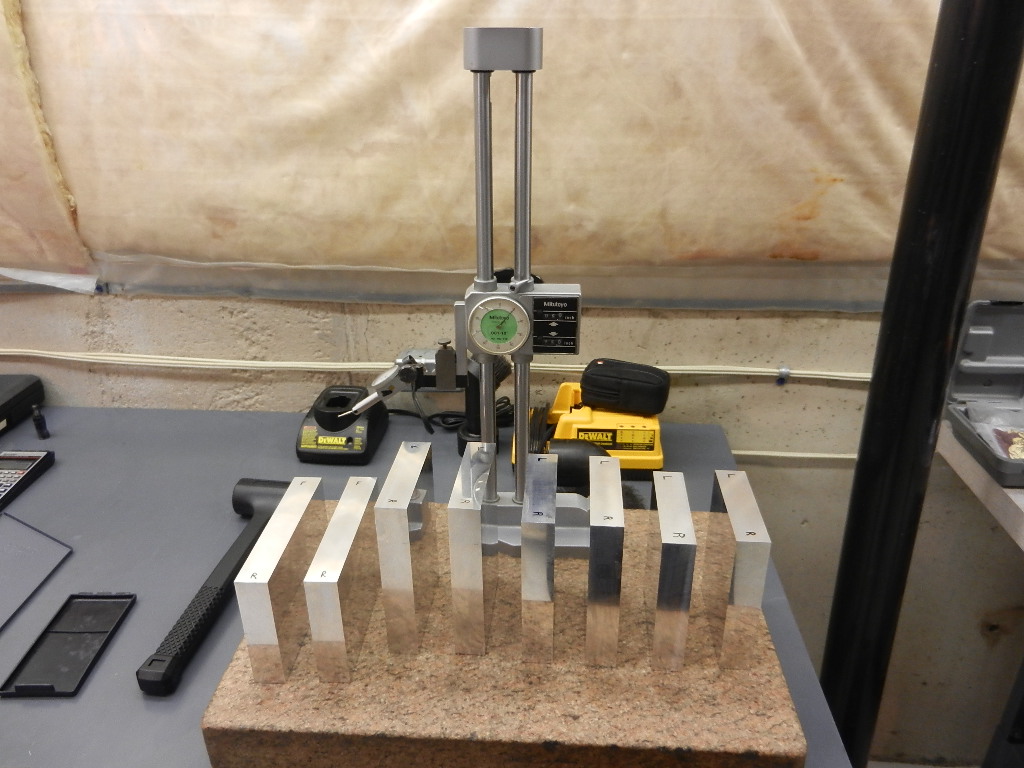
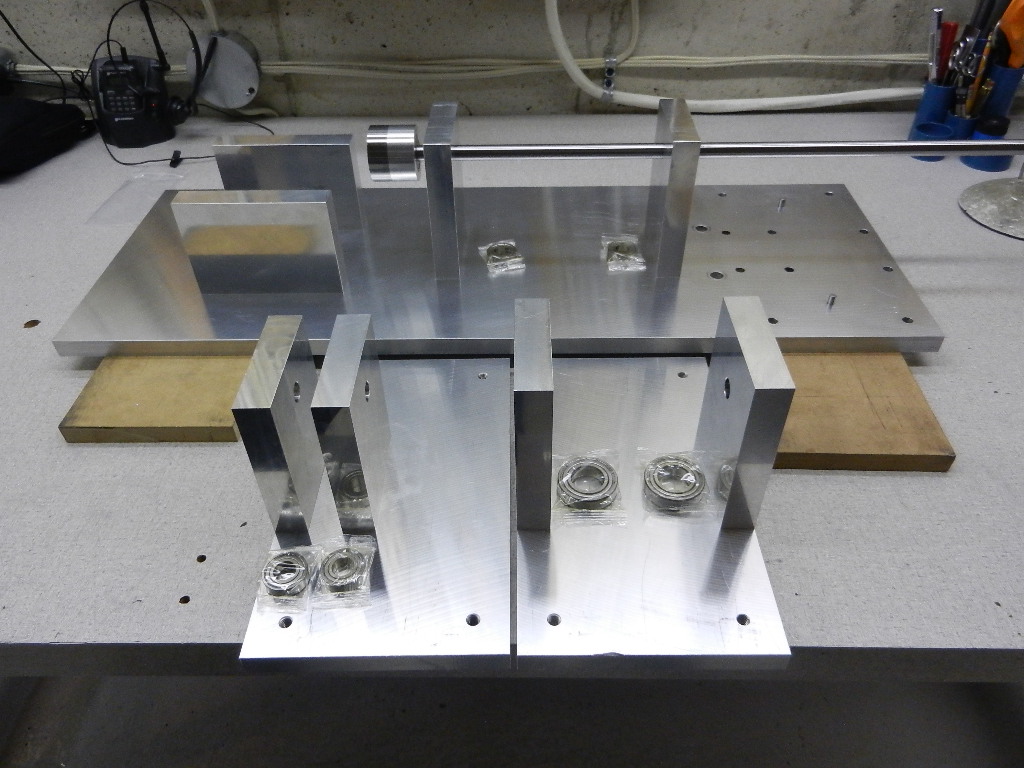
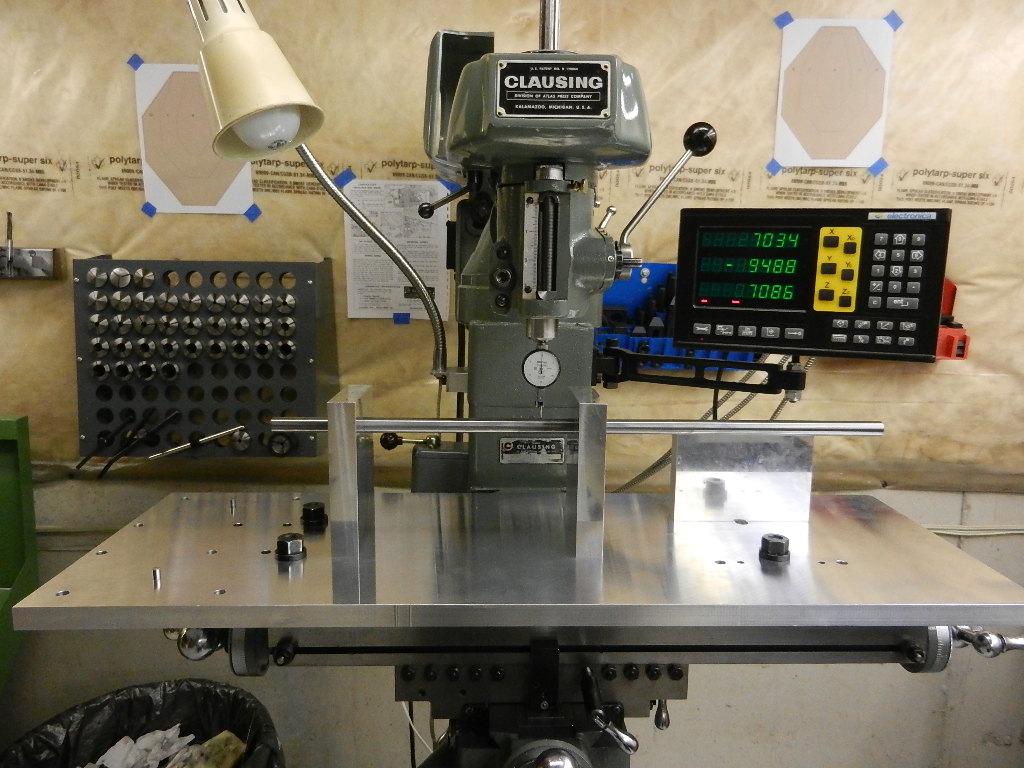
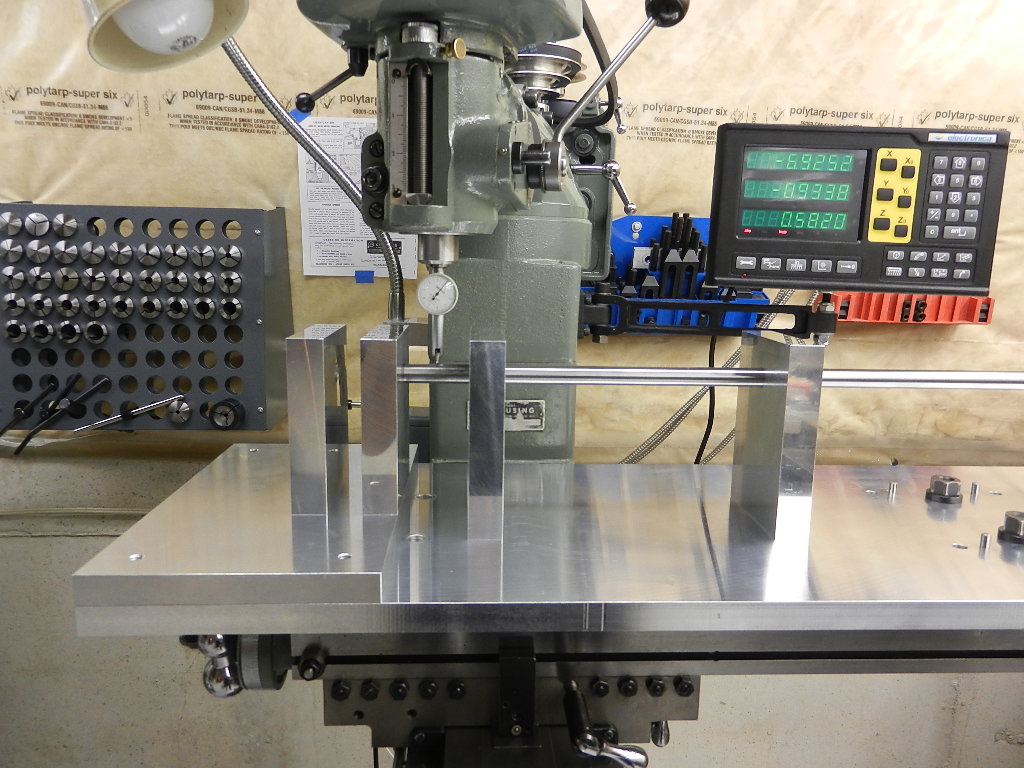
Everything lined up & dowel pinned, bearing pockets and oil channels are next. One sub plate is for the break in fan, the other for the dyno wheel.
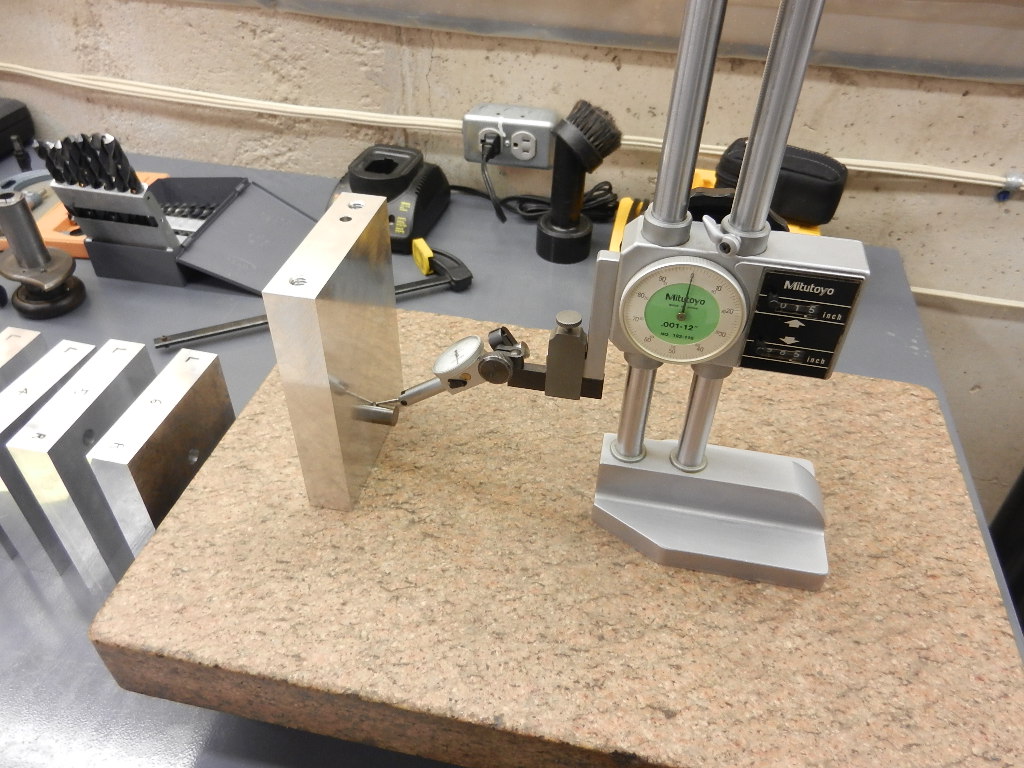
Very nice work Terry. Seeing you check concentricity of your blocks made me pull up this video of air bearings. Some very special motor dyno's use these for near frictionless torque reaction cradle measurements.
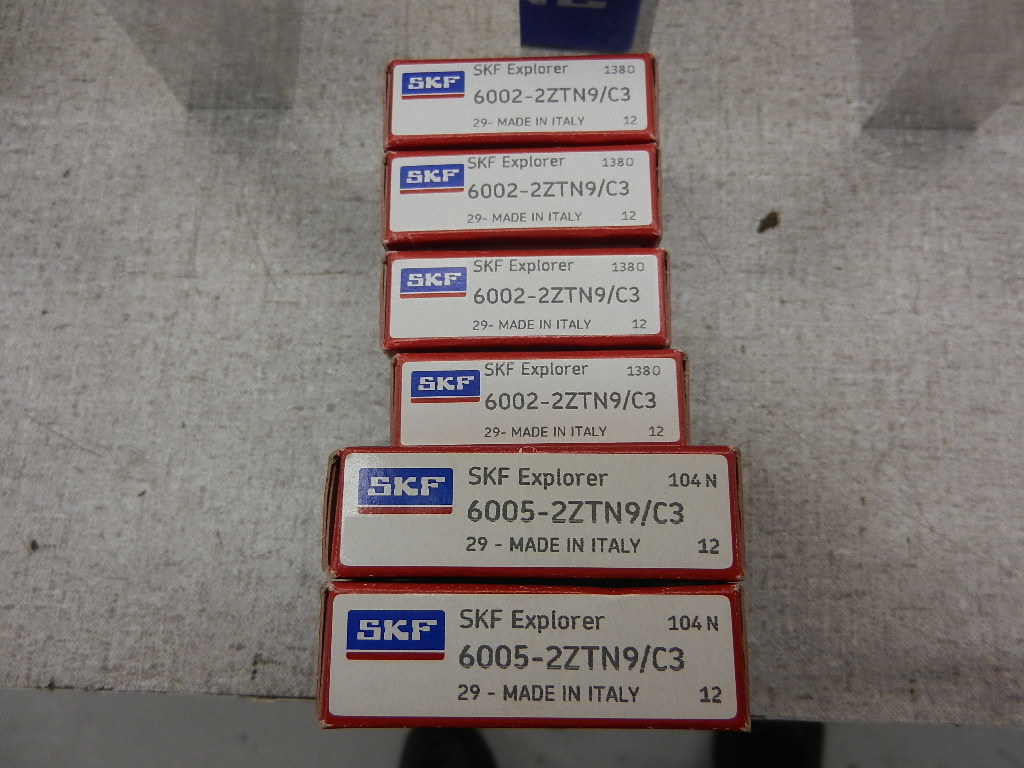
Terry are you using adjustable drip oilers to lube the bearings?

Very cool, I could slide my small sub plates over my surface plate with little effort showing how flat they were.
Here's a very talented Toolmaker that made a lathe/grinder with air bearings:
Yup. Going to mount them on the top of the pillow blocks off to the side to clear the pipe and run 1/16" holes to the back of the bearing pockets.
Got some Shell spindle oil for my reciprocating grinder that'll work good I'm sure. Great after run oil too!
Terry, you have the world's cleanest shop. It reminds me of a tool maker I once worked with. He wore a clean white shirt to work every day. He did roll up his sleeves, but left at the end of the day with his shirt still clean. It's a sign of equally immaculate work.
Lohring Miller