You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Run in stand/dyno build.
- Thread starter Terry Keeley
- Start date



Help Support Intlwaters:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,251
Ha! Found my secret spot!
Surprised no one has bothered me there...
Surprised no one has bothered me there...
- Joined
- May 28, 2004
- Messages
- 4,307
Terry
I have seen you there.
I have seen you there.
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,251

Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,251
There's more to a U-joint than meets the eye.
I've made the male part six times now. First one broke the drill blank pin but I think it was due to partial misalignment. The second one wouldn't mate up properly so I tried to "massage" it with a file to make it fit - wrong. The misalignment caused a bunch of vibration (camera picks up the "noise" well) and it beat the bearing in the first pillow block to death. Good news is the S7 pin I made hung in:
I made the next two and they wouldn't mate up right either, found out my 5C collet block allowed it to move slightly. For a snug fit on the body and also the pin it has to be bang on. I drilled the next one as carefully as I could ditching the collet block and the best I could do was 1/2 thou off center for the pin - not good enough. So I ended up boring the hole, that worked:

For some reason the heat treat bag opened up in the kiln and wrecked the part:

The sixth one is ready for heat-treat tomorrow, this time I triple folded the bag:

Isn't the number 6 good luck in some cultures?
I've made the male part six times now. First one broke the drill blank pin but I think it was due to partial misalignment. The second one wouldn't mate up properly so I tried to "massage" it with a file to make it fit - wrong. The misalignment caused a bunch of vibration (camera picks up the "noise" well) and it beat the bearing in the first pillow block to death. Good news is the S7 pin I made hung in:
I made the next two and they wouldn't mate up right either, found out my 5C collet block allowed it to move slightly. For a snug fit on the body and also the pin it has to be bang on. I drilled the next one as carefully as I could ditching the collet block and the best I could do was 1/2 thou off center for the pin - not good enough. So I ended up boring the hole, that worked:
For some reason the heat treat bag opened up in the kiln and wrecked the part:
The sixth one is ready for heat-treat tomorrow, this time I triple folded the bag:
Isn't the number 6 good luck in some cultures?
Last edited:
Jim Allen
Well-Known Member
- Joined
- Jun 7, 2005
- Messages
- 1,622
There's more to a U-joint than meets the eye.
I've made the male part six times now. First one broke the drill blank pin but I think it was due to partial misalignment. The second one wouldn't mate up properly so I tried to "massage" it with a file to make it fit - wrong. The misalignment caused a bunch of vibration (camera picks up the "noise" well) and it beat the bearing in the first pillow block to death. Good news is the S7 pin I made hung in:
I made the next two and they wouldn't mate up right either, found out my 5C collet block allowed it to move slightly. For a snug fit on the body and also the pin it has to be bang on. I drilled the next one as carefully as I could ditching the collet block and the best I could do was 1/2 thou off center for the pin - not good enough. So I ended up boring the hole, that worked:
For some reason the heat treat bag opened up in the kiln and wrecked the part:
The sixth one is ready for heat-treat tomorrow, this time I triple folded the bag:
Isn't the number 6 good luck in some cultures?
Terry,
When you are using a stainless steel bag to prevent decarburization of steels, the bag must be very airtight on the folded end. The entire bag should be placed in the hardening oil & then holes are punched into the bag while it is completely immersed. You will notice that a sealed bag will blow up after it is placed in the kiln. Remove the heated bag & immediately place the sealed bag in the hardening oil, punching holes in the bag while it is completely immersed. If done correctly, you will see a smooth gray colored finish on the steel parts, without any visible carbon scale. You will need a set of oven thongs, heat treating gloves & a long sharp punch. Once you have punched holes in the stainless bag, leave the bag in the hardening oil. 5 gallons of hardening will be enough for most parts. The hardening oil should be heated slightly prior to its use. I have done this process thousands of times with "standard heat treating oil". Other oils will not work properly! The photos show AISI-S7 connecting rods, AISI-O1 ball universal parts & a heat treating bag before & after it is removed from the oil. Hope this helps.
Jim Allen
Attachments












$19.79
$25.00
iMBAPrice 12V, 15 Amps, Heavy Duty Boat and Car Universal Remote Control Kit
AmaMax (USA) Since 1993 l iMBAPrice® Authorized Distributor










$134.86
$144.01
MotorGuide 8M0092071 Xi Series Pinpoint GPS Navigation Remote Replacement — For Xi3 and Xi5 Trolling Motors Includes Lanyard
Less Is Always More ✱AUTHORIZED SELLER✱



Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,251
Thanks Jim, I'm just air quenching. You're right, the bag blows up pretty good.
I was folding the end and then folding it again on itself, this time I folded it three separate times if you follow me.
Anyway, the parts came out good and cleaned up nice. Gonna try again tomorrow.
BTW, do you put a little piece of paper in the bag?


I was folding the end and then folding it again on itself, this time I folded it three separate times if you follow me.
Anyway, the parts came out good and cleaned up nice. Gonna try again tomorrow.
BTW, do you put a little piece of paper in the bag?
Jim Allen
Well-Known Member
- Joined
- Jun 7, 2005
- Messages
- 1,622
Thanks Jim, I'm just air quenching. You're right, the bag blows up pretty good.
I was folding the end and then folding it again on itself, this time I folded it three separate times if you follow me.
Anyway, the parts came out good and cleaned up nice. Gonna try again tomorrow.
BTW, do you put a little piece of paper in the bag?
Terry,
I never used a piece of paper because the parts were always small in size. It is important to wrap the stainless bag as tight as possible around the piece to be hardened. Doing this greatly reduces the amount of air that can come in contact with the piece to be hardened & therefore reduces decarburization. Wrapping the steel piece & placing it directly into the oil from the oven prevents any outside air from touching the piece before the hardening oil touches it. Small diameter round pieces can be heated "evenly" when mounted in a drill press as shown in the photo. I used this technique for all of the rotating parts in my drive trains.
JA
Attachments

Last edited:
Mike Bontoft
Well-Known Member
- Joined
- Nov 22, 2002
- Messages
- 418
Doing some hardening of O1 steel at the moment. Has anyone used these Rockwell files?
https://www.cromwell.co.uk/shop/mea...s-testing-file-set-with-handles/p/CTL0339000K
https://www.cromwell.co.uk/shop/mea...s-testing-file-set-with-handles/p/CTL0339000K
Attachments

Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,251
No, but I think I want a set!
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,251
Spit the drive pin, gonna make it a tighter fit...
Mike Bontoft
Well-Known Member
- Joined
- Nov 22, 2002
- Messages
- 418
I always ran a sleeve over the female slotted section
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,251
I always ran a sleeve over the female slotted section
Thanks. Ya my buddy Rudy is saying the same. Here's the moment of ejection, lol:
Last edited:
- Joined
- May 21, 2006
- Messages
- 1,837
Terry I always admire your posts of projects...beautiful machine work....thnx
Jim Allen
Well-Known Member
- Joined
- Jun 7, 2005
- Messages
- 1,622
Doing some hardening of O1 steel at the moment. Has anyone used these Rockwell files?
I used these before getting a Rockwell hardness tester. Purchased mine from Fowler Tool company. Pieces being tested must be clean & free of decarburization.
JA
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,251
Terry I always admire your posts of projects...beautiful machine work....thnx
Thanks buddy...BAM!
Heading out now to try again, got a good 7 tenths press on the pin, finger's crossed...
- Joined
- Apr 20, 2011
- Messages
- 2,202
Terry, just my 2 cents but I think in the long run you’d be better off using the Rossi/CMB style joint as mentioned by Tyler. I sent you pictures of the Rossi’s I have and will send the 2 sets I have to you if you would like.
Thanks John
Thanks John
Charles Perdue
Well-Known Member
- Joined
- Oct 8, 2005
- Messages
- 2,177
Mr. Terry, here is my 2 cents worth, if it is worth that.
A short piece of 3/16 driveline cable about 3 inches long, soft soldered on each end fastened into a cable collet on each end replacing your solid drive system.
The cable acts as a shock absorber smoothing out the engine pulses on your drive system eliminating all of the failures that you are having.
Your problems with a solid connector, as you are having now, will only get much worse when you do connect to the inertia wheel.
The inertia wheel, with much more mass, will act as an anvil for the solid drive line to pound against. It will continue to break at its weakest link.
Been there and done that. This simple flex cable system has been working very well for a long time.
From your photos, you will have to move your engine back a little.
Small price to pay for a reliable system.
Charles
A short piece of 3/16 driveline cable about 3 inches long, soft soldered on each end fastened into a cable collet on each end replacing your solid drive system.
The cable acts as a shock absorber smoothing out the engine pulses on your drive system eliminating all of the failures that you are having.
Your problems with a solid connector, as you are having now, will only get much worse when you do connect to the inertia wheel.
The inertia wheel, with much more mass, will act as an anvil for the solid drive line to pound against. It will continue to break at its weakest link.
Been there and done that. This simple flex cable system has been working very well for a long time.
From your photos, you will have to move your engine back a little.
Small price to pay for a reliable system.
Charles
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,251
Thanks guys, I'll take any and all the help I can get!
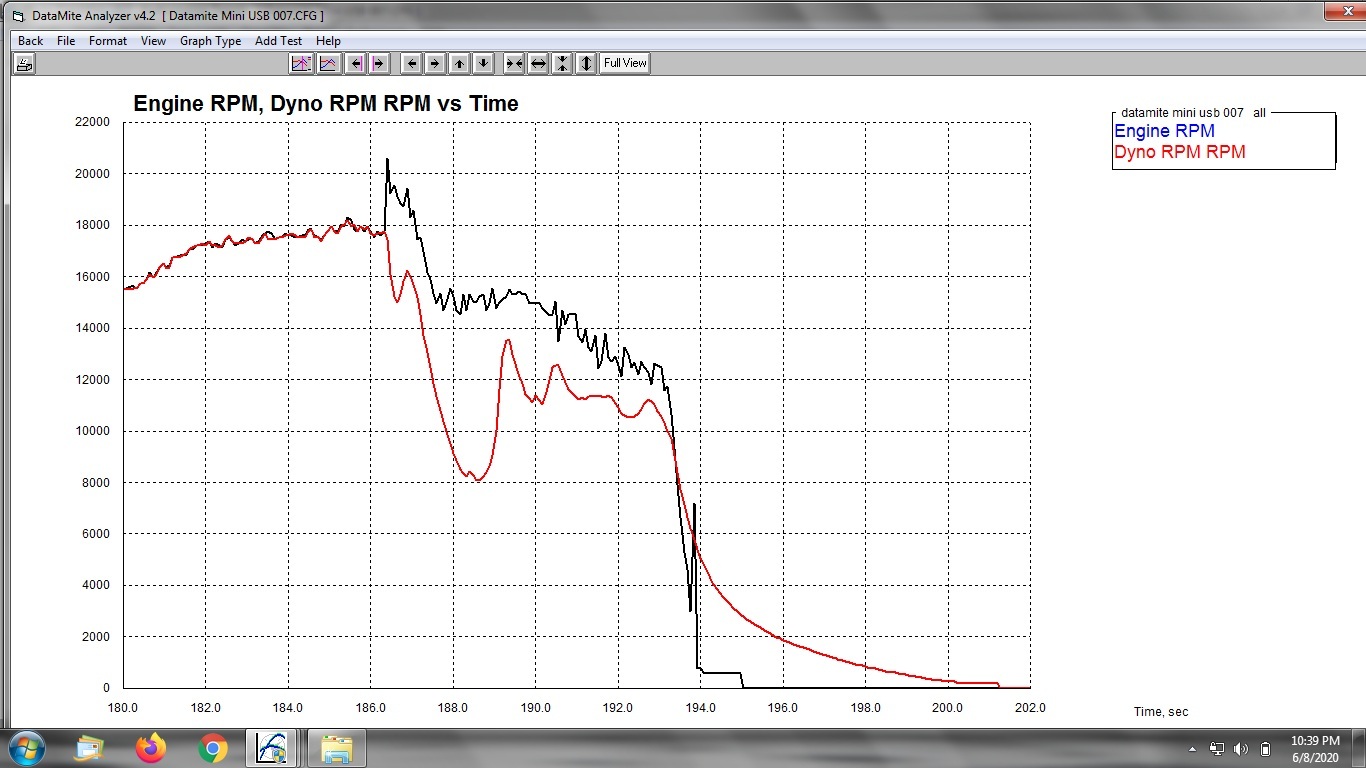
The new pin held and nothing broke, that's the good news, but I'm still getting vibration above about 21K. I was running some super loose ceramic bearings so put in a set of new WIB's, was a little better but it's still there. My buddy Rudy says to check the balance on the main shaft including the clutch assembly, I agree so that's next.
After that I think I'll havta try your suggestion Charles, or maybe soften up the motor mounts.
Thanks John, I think my U-joint is running true and holding up now but may not be the way to go in end.
The new pin held and nothing broke, that's the good news, but I'm still getting vibration above about 21K. I was running some super loose ceramic bearings so put in a set of new WIB's, was a little better but it's still there. My buddy Rudy says to check the balance on the main shaft including the clutch assembly, I agree so that's next.
After that I think I'll havta try your suggestion Charles, or maybe soften up the motor mounts.
Thanks John, I think my U-joint is running true and holding up now but may not be the way to go in end.
Dennis Somers
Well-Known Member
- Joined
- Oct 20, 2011
- Messages
- 170
Terry your test stand/dyno is well constructed to run dead true. Your test motor is mounted to align perfectly with it and everything is rock solid. The only thing is, that any single cyld. 2 stroke engs.' crank, is trying to move all over the place. The motor should be constructed to have slight end play, they vibrate/harmonic at various RPM, and good RC engine brgs. have internal clearances that don't hold the crank at dead zero as they run; they are not suppose to. It's great to have everything within a tenth, but from the motor to the stand, you need to allow some "give". This will also allow the motor to operate closer to an "as in the boat" configuration, and not have it fighting the stand. Rubber isolation motor mounts, slightly flexible joiner, or both. I'm not sure that clutch is doing anything, as the fan seems to be rotating even as the starter motor is spinning over. I'm sure the idle RPM has that clutch fully locked up. You may be able to lighten the centrifical OD of the "shoes" to raise the engagement, or change to a more adjustable clutch if you need one.
Similar threads
- Replies
- 1
- Views
- 331