You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Prop re-pitching and casting.
- Thread starter Terry Keeley
- Start date



Help Support Intlwaters:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,198
Hi Terry,
I hear you, very difficult to hold props to work them. Now you take the hub and bore away and it doesn't leave you much to hold tight and control. Your set is about as good as I've seen. I used to regrind the O.D. on the counterbores to get the size I needed. When I did the 4 bladed props I used two 2 bladed props, I cut the hub halfway down from the top on one prop and halfway up from the drive dog side of the other and silver brazed them together. I had overbored the I.D. and made a sleeve to keep them centered and a fixture to make sure they were indexed 90 degress apart. Neat Stuff!!
Thanks, John
I've seen some of your 4 bladed props, nice work!
Thought I could hold the blades with just the 3 screws but glad I used the Cerro metal, they wouldda moved fur shur! That BeCu is much tougher than I thought, even in an annealed state.
http://www.shop.boltonmetalproducts.com/?gclid=CJyhr7TErroCFYxAMgod0zcAnQ
How did the brazing hold up? Did you use 45% Ag rod?
Last edited by a moderator:
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,198
Lol! Yup, I'm very lucky that way, and you know how I like to tinker...Terry, you have WAYYYYY too much time on your hands!!!!!! LOL
Seriously though, this is really cool stuff!
Steve Ball
Tim Kish
Well-Known Member
- Joined
- Jul 7, 2003
- Messages
- 2,554
After thirty years in the industry I can confidently tell you a piece of paper does not make you a toolmaker .Sometimes I wish I had been a machinist.
Me too!
Your ability to put thought to paper and then to final product is proof enough of your ability and skill .
Well done my friend .
- Joined
- Apr 20, 2011
- Messages
- 2,167
Hi Terry,
I used the silver solder Ed & Dee sold. I still have some as well as many other grades. If you ask Ed he'd probably tell you if it's 1/2 hard 3/4 hard or ??
The 4 blade props I did for Jim Babby were never supposed to be run, I made him sign an affidavit to that effect but I think he did run them. I just didn't want the liability and needed the protection. I've heard some people running .101's have tried using the 2267's, they are really thin at the hub and Tom wouldn't build them up. To keep them from throwing blades people are building a fillet at the hub with silver solder, I've not seen them but it sounds feasable and I'd surely try it as well as heat treating them along with it.
Thanks, John
I used the silver solder Ed & Dee sold. I still have some as well as many other grades. If you ask Ed he'd probably tell you if it's 1/2 hard 3/4 hard or ??
The 4 blade props I did for Jim Babby were never supposed to be run, I made him sign an affidavit to that effect but I think he did run them. I just didn't want the liability and needed the protection. I've heard some people running .101's have tried using the 2267's, they are really thin at the hub and Tom wouldn't build them up. To keep them from throwing blades people are building a fillet at the hub with silver solder, I've not seen them but it sounds feasable and I'd surely try it as well as heat treating them along with it.
Thanks, John
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,198
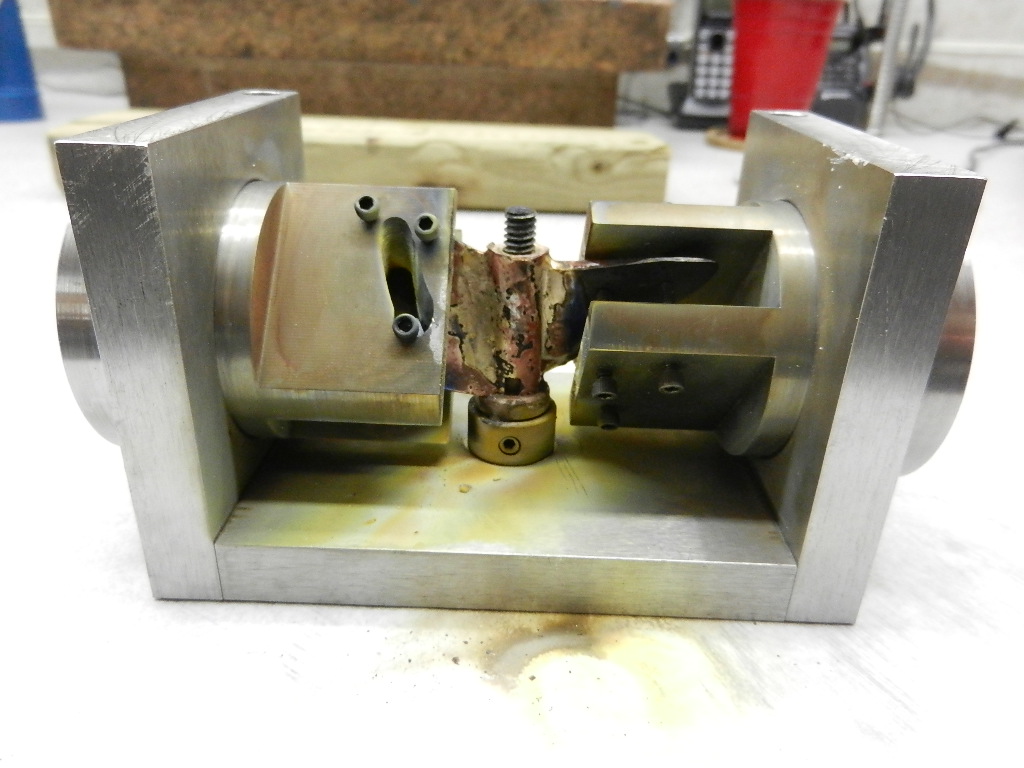
Gonna take some cleaning up but I think I got a good bond.
Oxy/acetylene worked better, plus got some ideas for the next one...


Oxy/acetylene worked better, plus got some ideas for the next one...




$10.99 ($0.03 / Foot)
Mandala Crafts Strings Lift Cords - Roman Shades Cord Oak 1mm Nylon Cord - 109 Yds Braided Nylon String
Mandala Crafts













$59.99
NVX XUBT3 Universal Bluetooth Audio Receiver & Volume/Playback Controller Knob for Cars, Trucks, Motorcycles, ATVs & Boats
NVX®, Victor Fitness®, Belva® Official






$6.49 ($0.06 / Count)
PH PandaHall Glue Tips, 100pcs Plastic Glue Micro-Tips Glue Extender Precision Applicator for Arts Crafts Hobby Projects Guitar Fret Slot, White
PandaHall Elite








$19.79
$25.00
iMBAPrice 12V, 15 Amps, Heavy Duty Boat and Car Universal Remote Control Kit
AmaMax (USA) Since 1993 l iMBAPrice® Authorized Distributor









- Joined
- Dec 20, 2002
- Messages
- 854
Excellent work Terry. If you want that cleaned up let me know. It's a long winter.
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,198
Yup, kinda nasty lookin.Excellent work Terry. If you want that cleaned up let me know. It's a long winter.
Hope this wind settles down, I wanna go run it!

Last edited by a moderator:
stan simpson iv
Well-Known Member
- Joined
- Sep 5, 2011
- Messages
- 1,039
Terry wins the... "High Tech Canadian Red-Neck" award... Roy would be proud... just kidding beautiful work AGAIN Terry.
just kidding beautiful work AGAIN Terry.
Last edited by a moderator:
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,198
Terry wins the... "High Tech Canadian Red-Neck" award... Roy would be proud...
Lol! Here's what we'll be up to soon: :lol:
http://www.youtube.com/watch?v=nMdASvBr8bU&feature=player_embedded
Last edited by a moderator:
Michael Caruso
Well-Known Member
- Joined
- Nov 29, 2012
- Messages
- 149
Now that's funny........Terry nice machines BTW and great work. What is the use for the props being modified?Terry wins the... "High Tech Canadian Red-Neck" award... Roy would be proud...
Lol! Here's what we'll be up to soon: :lol:
http://www.youtube.com/watch?v=nMdASvBr8bU&feature=player_embedded
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,198
This (well it's big brother actually):What is the use for the props being modified?

- Joined
- Apr 27, 2007
- Messages
- 3,506
Get yourself a ticket to E-City or Legg Lake Terry! 1 week and 2 weeks away.Yup, kinda nasty lookin.
Hope this wind settles down, I wanna go run it!
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,198
She cleaned up nice:

Unfortunately it threw a blade shortly after launch. Thought the solder wudda flowed into the joint, oh well.
Next one I'm gonna tin both parts and leave a good fillet!

Unfortunately it threw a blade shortly after launch. Thought the solder wudda flowed into the joint, oh well.
Next one I'm gonna tin both parts and leave a good fillet!
- Joined
- May 28, 2004
- Messages
- 4,290
Terry
Good luck on getting the blades to stay on BECU.
Dave
Good luck on getting the blades to stay on BECU.
Dave
- Joined
- Mar 11, 2002
- Messages
- 4,392
thats a shame Terry, after so much work!
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,198
Oh ye of little faith! :lol:Terry
Good luck on getting the blades to stay on BECU.
Dave
"If you always do what you always did,thats a shame Terry, after so much work!
you'll always get what you always got."
Just a little "tweeking", I'll get it!
- Joined
- Apr 20, 2011
- Messages
- 2,167
Hi Terry,
Bummer! You probably already know this but I'll add it anyway. Your setup acts as great big heat sink and it may pull heat faster than you tought. When you redo your brazing bring the heat up slow so the fixture comes up along with it. When brazing the base metal will be cherry red or almost depending on what temp brazing rod you have. Brazing rod flows to the hottest spot so you can sweat it in much like copper water joints only at a higher temp. It is possible to also over heat the rod and have it oxidize leaving a weaker joint. If it were me I'd consider building up a larger filet at the hub on both the front and back and leaving it there for added strength. Another thought would be to contact a welder and see if they could TIG weld it.
Thanks, John
Bummer! You probably already know this but I'll add it anyway. Your setup acts as great big heat sink and it may pull heat faster than you tought. When you redo your brazing bring the heat up slow so the fixture comes up along with it. When brazing the base metal will be cherry red or almost depending on what temp brazing rod you have. Brazing rod flows to the hottest spot so you can sweat it in much like copper water joints only at a higher temp. It is possible to also over heat the rod and have it oxidize leaving a weaker joint. If it were me I'd consider building up a larger filet at the hub on both the front and back and leaving it there for added strength. Another thought would be to contact a welder and see if they could TIG weld it.
Thanks, John
Chris Wood
Well-Known Member
- Joined
- Jan 4, 2002
- Messages
- 3,493
dumb question.. what about preheating the jig in a oven ahead of time and then filling the blade terry? like john was talking about..
any idea how ernie l used to do his?
chris
any idea how ernie l used to do his?
chris
Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,198
Thanks John, my toolmaker buddy said the same. The braze flowed very well once I got the right temp, just didn't go right into the joint like I thought, tinning both parts will make sure it does! Did my usual thinning job but will leave a fillet next time...Hi Terry,
Bummer! You probably already know this but I'll add it anyway. Your setup acts as great big heat sink and it may pull heat faster than you tought. When you redo your brazing bring the heat up slow so the fixture comes up along with it. When brazing the base metal will be cherry red or almost depending on what temp brazing rod you have. Brazing rod flows to the hottest spot so you can sweat it in much like copper water joints only at a higher temp. It is possible to also over heat the rod and have it oxidize leaving a weaker joint. If it were me I'd consider building up a larger filet at the hub on both the front and back and leaving it there for added strength. Another thought would be to contact a welder and see if they could TIG weld it.
Thanks, John
Sounds like a plan, the braze flows around 1100F, I'll put the whole thing in my kiln at 1000F for a couple hours then go at it.dumb question.. what about preheating the jig in a oven ahead of time and then filling the blade terry? like john was talking about..
any idea how ernie l used to do his?
chris
I'll get it, I'm just that stubborn!
Did Ernie Lafleur braze on props?
Last edited by a moderator:
Similar threads
- Replies
- 30
- Views
- 2K