Thanks for all the info guys!
Ken: Never thought of that before but it "kinda" makes sense depending on the play in the rod/wrist pin etc. I might try that even tho the ports will be blocked a little at the bottom of the stroke.
Jim: Thanks for all your numbers for the Nelson and your own design. Those taper numbers for both the piston and sleeve are fairly typical of other motors from what I've measured. Do you relieve the lower part (skirt) of the piston as well?
Jack: Yup! I've messed with stinger size a bit and found gains with smaller diameters but you havta be careful not to overheat the piston!
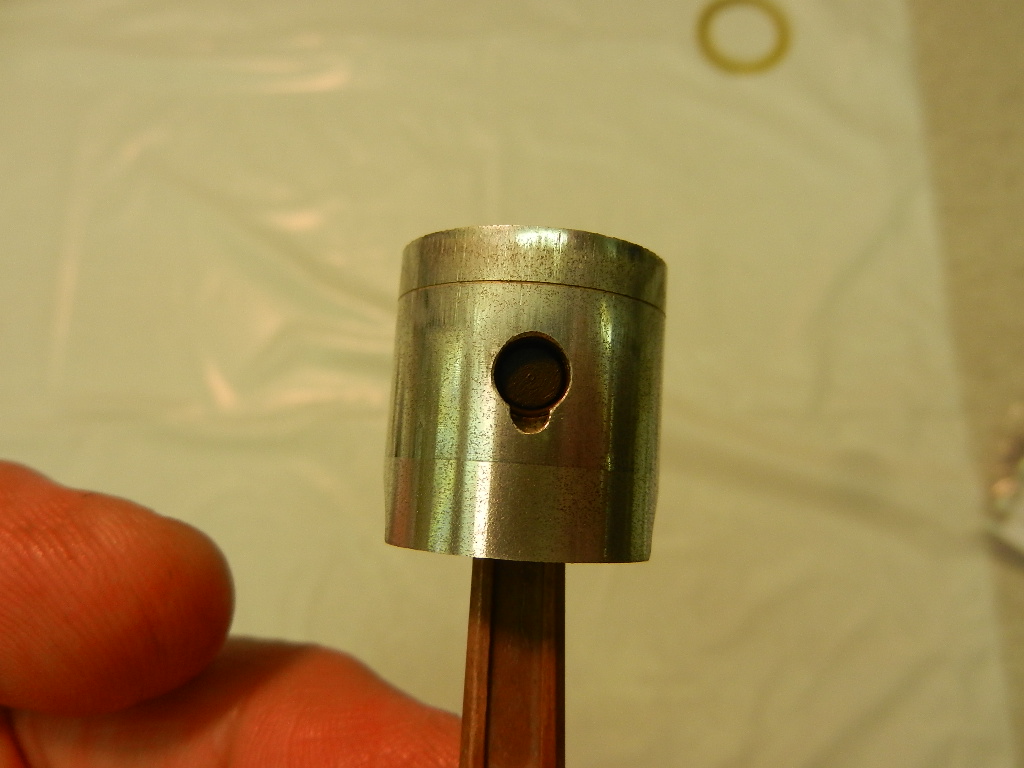
Here's what I'm talking about from one of my CMB 90's:
It's looking like it's trying to come out of the exhaust port!
The top of the same piston, hasn't been run lean or overly stressed:
Funny, here's a VAC 45 piston with about the same number of runs on it:
Hi Terry
Ken and Jim are both correct about the piston.
The bulging around the wrist pin boss is due to poor piston material as Jim mentioned.
Also as Jim eluded to, cooler internal pipe temps will reduce that bulging.
A quick and simple fix is to work the area around the boss with 400 and 600 grit to get a bit more clearance.
You can do that to the used piston until the scuffing does not show up after several hard runs. Then you will know how much material to remove on a new piston.
The wear at the top of the piston is caused, in part, by the out of balance piston as Ken mentioned. The heavy side of the piston causes the piston to tilt on the upward stroke and snag the top of the exhaust port. Poor material is also part of the cause.
A larger cylinder taper will allow more tilt.
Besides working to reduce the imbalance of the piston, an arched exhaust port with a radius ground and polished into the upper inside edge of the port will reduce the wear at the top edge of the piston.
For everyone following the great information provided by Jim and others on this thread. New records are continuously broken with less than perfect parts and materials so don't loose hope if you don't have access and abilities to take advantage of the information provided.
Our two stroke engines are far from perfected and there are unlimited improvements to be made in all areas of the engine, pipe and fuel delivery systems.
Good boating!